Puh:+86-0572-2926332 / 2926337
Sähköposti:[email protected]
 简体中文
简体中文Miksi piinitridin kaasunpoistoroottori on paras päivitys alumiinin sulatukseen
2026.04.20
Mitä piinitridikaasunpoistoroottori tekee alumiininkäsittelyssä
Piinitridikaasunpoistoroottori on pyörivä keraaminen komponentti, jota käytetään sulan alumiinin pyörivässä kaasunpoistoprosessissa. Sen päätehtävänä on dispergoida inerttiä kaasua – tyypillisesti argonia tai typpeä – sulatteeseen hienoina tasaisesti jakautuneina kuplina. Nämä kuplat nousevat nestemäisen metallin läpi vangiten liuenneen vetykaasun matkan varrella ja kuljettaen sen ulos sulatuksesta ennen kuin alumiini jähmettyy. Jos vetyä ei poisteta, se muodostaa huokoisuutta valmiiseen valukappaleeseen, mikä heikentää osaa ja saa hylkäämisasteen nousemaan jyrkästi.
Roottori istuu akselin päässä ja pyörii kontrolloiduilla nopeuksilla - tyypillisesti välillä 200-600 RPM - samalla kun se on upotettu sulaan alumiiniin lämpötilassa 680 °C - yli 760 °C. Näissä olosuhteissa materiaalilla, josta roottori on valmistettu, on valtava merkitys. Piinitridi (Si₃N4) on noussut hallitsevaksi materiaaliksi tehokkaissa kaasunpoistoroottoreissa, koska siinä yhdistyvät poikkeuksellinen lämpöiskun kestävyys, kemiallinen inertisyys sulaa alumiinia kohtaan ja mekaaninen lujuus tavalla, jota mikään kilpaileva materiaali ei sovi pitkäaikaiseen teolliseen käyttöön.
Miksi piinitridi päihittää muut roottorimateriaalit?
Kaasunpoistoroottoreita on perinteisesti valmistettu grafiitista, ja grafiittia käytetään edelleen alhaisemman suorituskyvyn toiminnassa. Piinitridikeraamiset roottorit ovat kuitenkin suurelta osin syrjäyttäneet grafiitin vaativissa valimoympäristöissä selvistä syistä. Materiaalivertailun ymmärtäminen auttaa valimon johtajia perustelemaan Si3N4-komponenttien korkeammat alkukustannukset.
Piinitridi vs. grafiitin kaasunpoistoroottorit
Grafiittiroottorit ovat edullisia ja helppoja työstää, mutta ne hapettavat asteittain käyttölämpötiloissa aiheuttaen jatkuvaa materiaalihävikkiä. Tämä tarkoittaa, että grafiittiroottorit on vaihdettava usein - usein muutaman viikon välein suurissa toimissa - ja hapettumisen sivutuotteet voivat saastuttaa sulatteen, jos roottori hajoaa odottamatta kesken prosessin. Piinitridiroottorit eivät hapetu alumiinin käsittelylämpötiloissa ja reagoivat merkityksettömästi sulan alumiiniseosten kanssa. Laadukas Si₃N4-kaasunpoistoroottori kestää tyypillisesti 3–10 kertaa pidempään kuin vastaava grafiittiroottori, mikä vähentää dramaattisesti yksikkökohtaisia vaihtokustannuksia ja suunnittelemattomia seisokkeja.
Piinitridi vs. muu kehittynyt keramiikka
Piikarbidi (SiC) ja alumiinioksidi (Al2O3) ovat kaksi muuta edistynyttä keramiikkaa, joita joskus käytetään alumiinikontaktisovelluksissa. Piikarbidilla on erinomainen kovuus, mutta se on alttiimpi lämpöshokkihalkeilulle kuin piinitridillä, erityisesti nopean upottamisen aikana sulaan metalliin, mikä on ominaista kaasunpoistooperaatioille. Alumiinioksidilla on hyvä kemiallinen kestävyys, mutta pienempi murtolujuus, mikä tekee siitä herkkä mekaanisille iskuille turbulenssista ja vahingossa tapahtuvasta kosketuksesta uunin tai senkan seiniin. Piinitridin korkea murtolujuus (~6–7 MPa·m½), matala lämpölaajenemiskerroin ja vahva lämpöiskun kestävyys (ΔT-toleranssi 500 °C tai enemmän) tekevät siitä luotettavimman kestävän vaihtoehdon todellisissa valimon käyttöolosuhteissa.
| Omaisuus | piinitridi (Si3N4) | Grafiitti | Piikarbidi (SiC) |
| Hapettumiskestävyys | Erinomainen | Köyhä | Hyvä |
| Lämpöiskun kestävyys | Erinomainen | Hyvä | Kohtalainen |
| Murtuman sitkeys | Korkea (6–7 MPa·m½) | Kohtalainen | Kohtalainen |
| Reaktio sulan AI:n kanssa | Mitätön | Matala – kohtalainen | Matala |
| Tyypillinen käyttöikä | Kuukaudesta 1 vuoteen | Viikot | Kuukausia |
| Ennakkokulut | Korkea | Matala | Kohtalainen–High |
Kuinka pyörivä kaasunpoistoprosessi toimii Si₃N4-roottorin kanssa
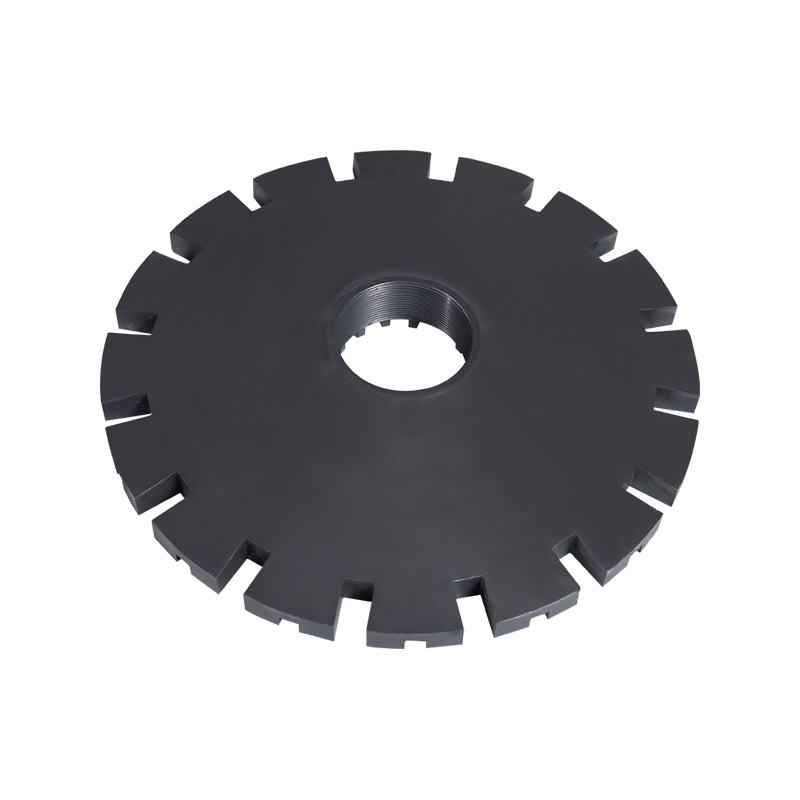
Pyörivä kaasunpoistoyksikkö (RDU) koostuu moottorikäytöstä, akselista ja kärjessä olevasta kaasunpoistoroottorista. Piinitridiroottori on tyypillisesti kiekon tai juoksupyörän muotoinen, jossa on keskireikä kaasun syöttöä varten ja sarja säteittäisiä tai kulmassa olevia rakoja, jotka hajottavat sisään tulevan inertin kaasuvirran hienoiksi kupliksi roottorin pyöriessä. Näiden rakojen suunnittelu – niiden lukumäärä, kulma ja syvyys – vaikuttaa merkittävästi kuplien koon jakautumiseen ja siten kaasunpoistotehokkuuteen.
Kun roottori on upotettuna ja pyörii, inertti kaasu syötetään alas onton akselin kautta ja poistuu roottorin hajotusaukkojen kautta. Pyörivän roottorin keskipakotoiminta leikkaa kaasun kupliksi, joiden halkaisija on tyypillisesti välillä 1-5 mm. Pienemmillä kuplilla on suurempi pinta-ala-tilavuussuhde, mikä tarkoittaa enemmän kaasun ja sulatteen välistä kosketuspinta-alaa käytettyä kaasuyksikköä kohti – mikä parantaa suoraan vedynpoistotehokkuutta. Hyvin suunniteltu piinitridi kaasunpoistoroottori saavuttaa lopullisen vetypitoisuuden alle 0,10 ml/100 g alumiinia, mikä on kynnys useimmissa rakennevalusovelluksissa.
Roottorin nopeuden ja kaasun virtausnopeuden rooli
Roottorin nopeus ja kaasun virtausnopeus yhdessä määrittävät kuplan koon ja jakautumisen. Roottorin kierrosluvun lisääminen tuottaa yleensä hienojakoisempia kuplia, mutta liian suuri nopeus aiheuttaa turbulenssia, joka vetää pintaoksideja sulatteeseen - päinvastoin kuin mitä kaasunpoistolla on tarkoitus saavuttaa. Useimmat piinitridiroottoreiden valmistajat suosittelevat 300-500 rpm:n käyttönopeuksia valusankapohjaisille kaasunpoistoyksiköille, joiden kaasun virtausnopeus on 2-10 litraa minuutissa sulatilavuudesta riippuen. Optimaalinen yhdistelmä määritetään empiirisesti kullekin uunikokoonpanolle ja metalliseostyypille käyttämällä alennetun paineen testausta (RPT) tai tiheysindeksimittauksia vetytason tarkistamiseen.
Fluxin ruiskutusyhteensopivuus
Jotkut pyörivät kaasunpoistojärjestelmät ruiskuttavat samanaikaisesti juoksutettavia jauheita (tyypillisesti kloridi- tai fluoripohjaisia) inertin kaasun kanssa inkluusio- ja kuonan erottumisen parantamiseksi. Piinitridikaasunpoistoroottorit kestävät kemiallisesti näissä juoksutusseoksissa käytettyjä kloori- ja fluoriyhdisteitä, kun taas grafiittiroottorit kokevat kiihtyneen eroosion reaktiivisten vuokaasujen läsnä ollessa. Tämä yhteensopivuus tekee Si3N4-roottoreista käytännöllisen valinnan yhdistettyihin kaasunpoisto- ja sulatustoimintoihin, joissa vaaditaan samanaikaisesti vedynpoistoa ja inkluusiovaahdotusta.
Tärkeimmät tekniset tiedot, jotka on tarkistettava ostettaessa piinitridikaasunpoistoroottoria
Kaikkia piinitridiroottoreita ei valmisteta saman standardin mukaan. Keramiikkateollisuudessa käytetään useita Si3N4:n laatuja ja käsittelymenetelmiä, ja erot ovat merkittäviä korkeissa lämpötiloissa. Tässä ovat tekniset tiedot, joilla on eniten merkitystä arvioitaessa tai hankittaessa keraamista kaasunpoistoroottoria:
- Tiheys ja huokoisuus: Korkealaatuisen piinitridiroottorin sintraustiheyden tulee olla vähintään 3,20 g/cm³, lähellä teoreettista maksimiarvoa 3,44 g/cm³. Pienempi tiheys osoittaa jäännöshuokoisuutta, joka heikentää osaa ja luo väyliä sulan metallin tunkeutumiseen pyörimisjännityksen alaisena. Pyydä toimittajilta tiheyssertifikaatti jokaiselle tuotanto-erälle.
- Sintrausmenetelmä: Kuumapuristettu piinitridi (HPSN) ja sintrattu reaktiosidottu piinitridi (SRBSN) ovat kaksi yleisintä kaasunpoistosovelluksissa käytettyä muotoa. HPSN tarjoaa suuremman tiheyden ja lujuuden, mutta on kalliimpaa ja rajoitettu yksinkertaisempiin geometrioihin. SRBSN mahdollistaa monimutkaisemmat roottoriprofiilit, joilla on luotettavat ominaisuudet, ja sitä käytetään laajalti juoksupyörätyyppisissä kaasunpoistoroottoreissa, joissa on monimutkaiset kaasukanavat.
- Taivutuslujuus: Etsi vähintään 700 MPa:n taivutuslujuus (mitattuna neljän pisteen taivutuksella ISO 14704 -standardin mukaan). Suurilla kierrosnopeuksilla pyörivässä sulassa metallissa toimivat roottorit kokevat todellisia taivutuskuormia, ja tämän kynnyksen alapuolella olevalla komponentilla on suurempi riski murtua käytön aikana.
- Akseliliitäntätyyppi: Si₃N4-roottorit liitetään kaasunpoistoakseliin kierre-, laippa- tai tappiliitoksen kautta. Keramiikan kierreliitokset vaativat tarkkaa valmistusta jännityskeskittymien välttämiseksi kierteen juurissa. Varmista ennen tilaamista, että kierteen geometria ja toleranssi vastaavat kaasunpoistoyksikkösi akselispesifikaatioita, sillä epästandardit sovitukset ovat yleisin syy roottorin ennenaikaiseen murtumiseen.
- Pintakäsittely ja kaasuaukon geometria: Roottorin dispersioreiät ja raot tulee työstää tarkasti sileillä sisäpinnoilla kaasupyörteen estämiseksi ulostulokohdassa. Karkea tai epäjohdonmukainen porttigeometria tuottaa epätasaisen kuplajakauman, mikä vähentää kaasunpoistotehokkuutta. Pyydä mittapiirrokset ja pintakäsittelytiedot (Ra-arvo) toimittajalta, jos kyseessä on laatukriittisiä sovelluksia.
- Lämpöshokkitestin sertifiointi: Jotkut valmistajat testaavat roottoreita kiertämällä niitä ympäristön lämpötilan ja 800 °C:n välillä useita kertoja ennen toimitusta. Kysy, suorittaako toimittaja tämän kelpuutuksen ja onko saatavilla vaatimustenmukaisuustodistus. Lämpöshokkitestaus havaitsee mikrosäröillä olevat komponentit ennen kuin ne saapuvat tuotantolinjallesi.
Toimialat ja sovellukset, jotka käyttävät piinitridikaasunpoistoroottoreita
Piinitridikaasunpoistoroottoreita käytetään aina, kun sulan alumiinin laatu on kriittinen tuotannon muuttuja. Niihin tukeutuvat teollisuudenalat ulottuvat suurten volyymien autovalusta tarkkuusilmailuteollisuuteen.
Autoteollisuuden valu
Autoteollisuus on kaasuttomien alumiinivalujen suurin kuluttaja. Moottorilohkot, sylinterikannet, männät, voimansiirtokotelot ja rungon rakenteelliset komponentit edellyttävät matalahuokoista, kestävää alumiinia, joka täyttää tiukat mekaaniset ominaisuudet. Korkeapainevalu (HPDC) ja matalapaineinen painevalu (LPDC) käyttävät jatkuvia tuotantosyklejä, joissa tasainen sulatteen laatu vaikuttaa suoraan romun määrään ja osien mittojen tarkkuuteen. Piinitridiroottorit ovat vakiovarusteita autovalimoissa juuri siksi, että niiden pitkä käyttöikä ja tasainen suorituskyky tukevat mittakaavassa vaadittua tiukkaa prosessinhallintaa.
Ilmailu-alumiinikomponentit
Ilmailu- ja avaruussovellukset vaativat jopa tiukempaa hallintaa sulatetun vetypitoisuuden suhteen kuin autoteollisuudessa, ja tavoitetasot ovat usein alle 0,08 ml/100 g. Lentokoneen rungon rakenteelliset komponentit, siipien rivat, rungon liittimet ja turbiinien kotelot, jotka on valmistettu alumiiniseoksista, kuten 2024, 6061 ja 7075, ovat alttiina väsymiskuormitukselle, jossa pinnan huokoisuus aiheuttaa halkeamia. Piinitridiroottorilla saavutettava kaasunpoiston tarkkuus yhdistettynä sen kontaminaatiovapaaseen toimintaan tekee siitä hyvin sopivan ilmailu- ja avaruusalan toimitusketjujen jäljitettävyys- ja laatudokumentaatiovaatimuksiin.
Toissijainen alumiinin kierrätys
Toissijaiset alumiinisulatat käsittelevät kierrätettyä romua, joka tuo mukanaan huomattavasti enemmän vetyä, oksideja ja sulkeumia kuin primaarialumiinissa. Kaasunpoisto on siksi tehokkaampaa toissijaisissa toiminnoissa, jolloin käsittelyjaksot ovat pidempiä ja kaasumäärät suurempia. Piinitridikaasunpoistoroottorit kestävät tätä vaativampaa käyttötapaa paremmin kuin grafiittivaihtoehdot, jotka kuluvat erityisen nopeasti pitkien käsittelyjaksojen ja kierrätysuuneissa yleisten kohonneiden vuon ruiskutusnopeuksien aikana.
Jatkuva valu ja valssaus
Linjassa olevia kaasunpoistoyksiköitä käytetään jatkuvatoimisissa valulinjoissa alumiinilevyjen, kalvojen ja aihioiden valmistukseen. Näissä järjestelmissä sulaa alumiinia virtaa jatkuvasti yhden tai useamman pyörivän kaasunpoistoroottorin ohi, joka on asennettu uunin ja valuaseman väliin käsittelyastiaan. Tämän sovelluksen keraamisen kaasunpoistoroottorin on säilytettävä tasainen suorituskyky pitkien keskeytymättömien käyntien ajan – joskus päiviä tai viikkoja – ilman vaihtoa. Piinitridin kestävyys näissä jatkuvatoimisissa olosuhteissa tekee siitä parhaan materiaalin inline-roottorijärjestelmiin sellaisilta valmistajilta kuin Pyrotek, Foseco ja Almex.
Asenna ja käsittele piinitridikaasunpoistoroottoreita oikein
Jopa paras piinitridiroottori epäonnistuu ennenaikaisesti, jos sitä käsitellään tai asennetaan väärin. Keraamiset komponentit vaativat enemmän hoitoa kuin metalliset, koska ne ovat hauraita – niillä on korkea puristuslujuus, mutta alhainen iskunsietokyky, taipuminen ja epätasainen kuormitus.
- Esilämmitys ennen upottamista: Älä koskaan upota huoneenlämpöistä piinitridiroottoria suoraan sulaan alumiiniin. Lämpöshokki, jopa korkean ΔT:n omaaville materiaalille, lisää murtumariskiä merkittävästi. Esilämmitä roottoria sulatuspinnan yläpuolella käyttämällä uunin säteilylämpöä vähintään 15–30 minuuttia ennen sen laskemista sisään. Joissakin toimissa käytetään erillistä esilämmitysasemaa. Tämä yksittäinen käytäntö on yleisin tekijä, joka erottaa erinomaisen roottorin käyttöiän omaavat toiminnot niistä, joissa esiintyy usein vikoja.
- Tarkista mikrohalkeamien varalta ennen asennusta: Tarkasta jokainen roottori silmämääräisesti ennen sen asentamista. Käytä väriaineen tunkeutumiskykyä (DPI) tai nesteen tunkeutumiskykyä, jos silmämääräinen tarkastus ei ole vakuuttava. Paljaalla silmällä näkymätön hiushalkeama voi levitä nopeasti käyttöjännityksen alaisena ja aiheuttaa roottorin murtumisen sulassa, mikä saastuttaa alumiinipanoksen ja aiheuttaa vaaratilanteen.
- Kiristä akseliliitos oikein: Akselin ja Si₃N4-roottorin välisen kierreliitoksen liiallinen kiristäminen on yleinen syy murtumiseen kierteen juuressa. Noudata valmistajan vääntömomenttimäärityksiä – tyypillisesti 10–25 N·m kierteen koosta ja roottorin geometriasta riippuen – ja käytä momenttiavainta tunteen arvioinnin sijaan.
- Tarkista akselin kohdistus ennen käyttöä: Väärin kohdistettu akseli siirtää pyörimisen aikana taivutusmomentit roottoriin, mikä yhdistettynä sulatteen lämpö- ja kemiallisiin kuormituksiin keskittää jännityksen akselin ja roottorin rajapintaan. Tarkista akselin samankeskisyys mittakellolla ennen ensimmäistä käyttöä ja käyttöyksikön huollon jälkeen.
- Vältä kosketusta uunin seiniin ja kauhan reunoihin: Kouluta käyttäjiä laskemaan kaasunpoistoyksikkö sulatteen keskelle, pois tulenkestävistä seinistä. Pyörivän roottorin ja kovan pinnan välinen kosketus – jopa lyhytkin – voi halkeilla tai halkeilla keramiikkaa. Pidä roottorin ja uunin mahdollisten pintojen välissä käytön aikana vähintään 50 mm:n vapaa tila.
Si₃N₄-roottoreiden kokonaisomistuskustannusten arviointi
Piinitridikaasunpoistoroottorin ennakkohinta on tyypillisesti 3–6 kertaa korkeampi kuin vastaavan grafiittiroottorin. Tämä ostohintaero johtaa joidenkin toimintojen oletusarvoiseen grafiittiin ilman täydellistä kustannusvertailua. Kun kokonaisomistuskustannukset (TCO) lasketaan oikein – mukaan lukien vaihtotiheys, työ, seisokit ja vaikutus sulamisen laatuun – piinitridi tuottaa jatkuvasti alhaisemmat kustannukset käsiteltyä alumiinitonnia kohden.
Harkitse tyypillistä suurvalimoa, joka käsittelee 200 tonnia alumiinia kuukaudessa. Grafiittiroottori voi kestää 3–4 viikkoa ennen vaihtoa, mikä johtaa 12–16 roottorin vaihtoon vuodessa, joista jokainen vaatii uunin seisokkeja ja teknikon työtä. Saman sovelluksen piinitridiroottori voi kestää 6–12 kuukautta, mikä vähentää vaihtotapahtumia 1–2 vuodessa. Vaikka jokainen Si3N4-roottori maksaisi viisi kertaa enemmän kuin grafiitti, 12 kuukauden aikana vaihtotaajuuden, työvoimakustannusten ja tuotantokatkosten pieneneminen tuottaa 30-60 % nettosäästöjä toiminnallisista erityispiirteistä riippuen.
Kustannuslaskelmassa on myös sulatteen laatuulottuvuus. Grafiittiroottorin hajoaminen tuo hienoja hiilihiukkasia sulatteeseen, jos roottori huononee odottamatta. Nämä sulkeumat voivat aiheuttaa valuvirheitä, jotka johtavat romutettuihin osiin – kustannuksia, joita on vaikea mitata roottoria kohti, mutta jotka ovat erittäin todellisia laatuherkässä tuotannossa. Piinitridin reagoimaton ja irtoamaton luonne normaaleissa käyttöolosuhteissa eliminoi tämän kontaminaatioriskin kokonaan. Tällä on mitattavissa oleva arvo ilmailu- ja autoteollisuuden laatujärjestelmissä, joissa inkluusioon liittyvää romua seurataan ja rangaistaan.
Keraamisten kaasunpoistoroottoreiden yleisten ongelmien vianmääritys
Jopa hyvin huolletuissa piinitridiroottoreissa on ongelmia. Yleisten ongelmien oireiden varhainen tunnistaminen mahdollistaa korjaavien toimenpiteiden toteuttamisen, ennen kuin täydellinen roottorivika tai erä alikuntoisia valukappaleita saapuu tarkastukseen.
Riittämätön vedynpoisto oikeista parametreista huolimatta
Jos tiheysindeksimittaukset osoittavat vedyn tasoa tavoitteen yläpuolella, vaikka roottorin nopeus ja kaasuvirtaus on asetettu oikein, yleisimmät syyt ovat roottorin kaasuporttien osittain tukossa ja kaasunsyötön vuoto roottorin ylävirtaan. Irrota roottori jäähdytyksen jälkeen ja tarkasta dispersioreiät alumiinioksidin tukkeutumisen varalta – yleinen ongelma, kun roottori jätetään sulamaan sen jälkeen, kun yksikkö lakkaa pyörimästä. Puhalla paineilmaa kaasukanavan läpi varmistaaksesi esteettömän virtauksen ennen uudelleenasennusta.
Näkyvää roottorin eroosiota tai kuoppia
Piinitridiroottorin pintaeroosio on epätavallista normaaleissa olosuhteissa, mutta sitä voi esiintyä, jos roottoria käytetään erittäin aggressiivisten juoksutusseosten kanssa, joiden pitoisuudet ylittävät toimittajan suosituksen, tai jos sulate sisältää kohonneita määriä alkalimetalleja (natrium, kalsium) saastuneesta romusta. Jos eroosiota havaitaan, vähennä virtauspitoisuutta ja tarkista romun syötteen laatu. Vakava eroosio, joka muuttaa roottorin geometriaa, vaikuttaa kuplien jakautumiseen, ja sitä tulee pitää vaihdon syynä, vaikka roottori olisi muuten ehjä.
Roottorin murtuma käytön aikana
Piinitridikaasunpoistoroottorin murtuminen käytön aikana on vakava tapahtuma, joka vaatii sulatteen tarkastamista ja mahdollisesti romuttamista. Yleisimmät syyt ovat riittämättömästä esilämmityksestä johtuva lämpöshokki, ylikiristetty akseliliitos, väärä akseli ja törmäys uunin seiniin. Vian jälkeisen tutkimuksen tulee tutkia kaikki nämä tekijät ennen kuin vaihtoroottori otetaan käyttöön. Tarkastele murtumapinta: akselin kierteestä peräisin oleva murtuma osoittaa ylivääntömomenttia tai jännityspitoisuutta; murtuma juoksupyörän pinnan läpi viittaa lämpöshokkiin; murtuma ulkohalkaisijassa viittaa iskuvaurioon.
Kuumat tuotteet












Ota yhteyttä saadaksesi tarjoukset ja hinnat!
Kerro meille mitä haluat, niin otamme sinuun yhteyttä mahdollisimman pian!
Jatkamme kehittyneempien keraamisten materiaalien kehittämistä ja valmistamista alumiininjalostusteollisuudelle.
Skannaa mobiili QR-koodi
Ota yhteyttä
 +86-18501518842 / +86-13587222672
+86-18501518842 / +86-13587222672 +86-0572-2926332 / 2926337
+86-0572-2926332 / 2926337 +86-0572-2926335
+86-0572-2926335 [email protected] / [email protected] /
[email protected] / [email protected] /  No.11 Building, South Taihu High-tech Intelligent Manufacturing Industrial Park, Wuxing District, Huzhou City, Zhejiang, Kiina
No.11 Building, South Taihu High-tech Intelligent Manufacturing Industrial Park, Wuxing District, Huzhou City, Zhejiang, Kiina
Copyright© 2024 Zhejiang Shangguijuli Special Material Technology Co., Ltd. All Rights Reserved. Keraamisten materiaalien toimittaja
